Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Alumina Ceramics
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Alumina Ceramics
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.

(17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry)
Specifications of 17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry
The 17%-19% AL2O3 inert alumina ceramic sphere is developed for chemical industry applications. It acts as a dependable catalyst support and tower packaging product. The product makes certain stable efficiency in extreme chemical atmospheres. Its key structure includes light weight aluminum oxide (Al2O3) at 17%-19%, combined with silica and various other trace elements. This equilibrium boosts durability while preserving cost efficiency.
The ceramic rounds feature high mechanical toughness. They withstand squashing under hefty tons throughout long term use. Their firmness ranking goes beyond Mohs 7, minimizing wear in high-friction settings. Thermal stability is an additional crucial attribute. The spheres withstand temperatures up to 1400 ° C without deforming or cracking. This makes them suitable for activators, purification columns, and high-heat processes.
Chemical inertness is essential for safety and security and long life. The alumina ceramic spheres do not react with acids, antacid, or organic solvents. They stop contamination in sensitive chain reaction. Their reduced porosity minimizes moisture absorption, making sure consistent efficiency in damp or liquid-heavy settings.
Dimension choices range from 3mm to 50mm in diameter. Custom dimensions are readily available for customized tools. Uniform form and smooth surface area promote also gas or liquid circulation. This boosts response efficiency and decreases energy intake in industrial systems.
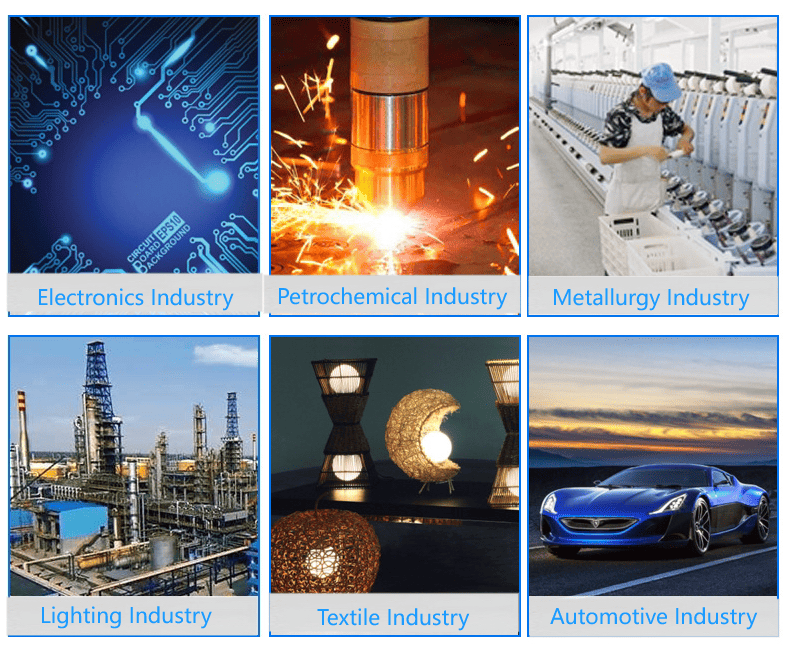
Applications span catalyst providers in oil refining, gas purification, and plant food production. They likewise function as tower packing in absorption and adsorption columns. The spheres enhance warm transfer in warm exchangers and shield fragile equipment from abrasive products.
Production complies with stringent quality assurance. Basic material are sintered at heats to attain optimum thickness and structural integrity. Each set goes through screening for compressive strength, chemical resistance, and thermal shock efficiency.
The product decreases downtime in chemical plants. Its lengthy life span decreases replacement prices. Minimal upkeep is needed, saving labor and operational expenses. Compatibility with existing commercial arrangements makes certain easy combination.
Ecological advantages include lowered waste generation and energy effectiveness. The inert nature of the ceramic spheres sustains sustainable production methods. They follow worldwide standards for commercial security and material efficiency.
Packaging options consist of moisture-proof bags or bulk containers. Distribution timelines and amounts can be tailored to client needs. Technical assistance is readily available for installation and optimization in certain applications.
(17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry)
Applications of 17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry
17%-19% AL2O3 inert alumina ceramic spheres are commonly made use of in the chemical industry. These ceramic spheres are made from top notch alumina. They have excellent chemical security. They resist heats. They deal with severe problems. Their main function is to support drivers. They enhance reaction performance in chemical procedures.
These ceramic rounds work as stimulant service providers. They give a secure surface area for drivers. This helps reactions like hydrogenation and oxidation. The spheres avoid catalysts from clumping. They ensure even distribution of warm and gases. Their high thermal security keeps them intact in high-temperature environments. This decreases downtime in reactors.
They serve as packaging product in towers. They boost contact between gases and fluids. This is necessary in absorption and purification. The spheres produce a huge area. This speeds up mass transfer. Their toughness protects against squashing under high stress. They last much longer than standard products.
They function as grinding media in ball mills. They grind raw materials right into fine powders. Their wear resistance minimizes contamination. This maintains item pureness. They are ideal for processing abrasive chemicals.
These ceramic balls deal with corrosive setups. They resist acids and antacids. They are used in activators and pipelines. They safeguard equipment from damage. This reduces upkeep prices. They are suitable for sulfuric acid and plant food production.
They offer architectural assistance in jam-packed beds. They quit catalysts from moving throughout operation. This maintains flow rates steady. They prevent blockages in columns. Their consistent shapes and size improve liquid circulation.
17%-19% AL2O3 inert alumina ceramic spheres are cost-effective. They decrease energy use in chemical plants. They extend the life of stimulants and devices. Their reliability makes them a crucial material in chemical manufacturing.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of 17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry
What are 17%-19% Al2O3 inert alumina ceramic balls? These ceramic balls are made from alumina (Al2O3) with a content range of 17% to 19%. They are heat-treated to ensure low chemical reactivity. The balls are used mainly as catalyst supports or packing materials in chemical processes. Their structure provides high mechanical strength and thermal stability.
Why are these ceramic balls used in the chemical industry? They serve as inert supports for catalysts in reactors or as packing in absorption towers. The balls create even distribution of gases or liquids. This improves reaction efficiency. They prevent catalyst damage from high temperatures or pressure. Their inert nature avoids unwanted chemical reactions.
What makes these alumina balls better than other materials? They resist extreme temperatures (up to 1600°C) and harsh chemicals. Metals or plastics may corrode or melt under similar conditions. The ceramic balls last longer. They reduce replacement costs. Their low wear rate minimizes dust generation. This keeps systems cleaner.
Can these balls handle high-pressure environments? Yes. Their high compressive strength suits high-pressure setups like reactors or distillation columns. The uniform size and shape prevent uneven pressure distribution. This avoids equipment damage. They maintain performance under stress better than many alternatives.
How do I maintain alumina ceramic balls for long-term use? Inspect them regularly for cracks or erosion. Clean them using water or mild solvents to remove blockages. Avoid abrasive chemicals. Follow the manufacturer’s guidelines for temperature and pressure limits. Proper handling ensures years of service without major issues.

(17%-19% AL2O3 Inert Alumina Ceramic Ball for Chemical Industry)
REQUEST A QUOTE
RELATED PRODUCTS

High Temperature Alumina Ceramic And Temperature Resistant For Alumina Ceramic Tube
Porous Semiconductor Ceramics/insulating Electronic Ceramics/995 Alumina Ceramics
High Quality Alumina Ceramic Tiles 99.9% Purity

Industrial High Purity High Temperature Resistance 99% Alumina Ceramic Structural Component

China Factory 99% Al2O3 Crucible Corundum Crucible Alumina Ceramics
